

វិធីសាស្រ្តទូទាត់សម្រាប់ទម្រង់អាលុយមីញ៉ូមដែលប្រើក្នុងការសាងសង់ជាទូទៅពាក់ព័ន្ធនឹងការដោះស្រាយថ្លឹង និងដំណោះស្រាយទ្រឹស្តី។ ការទូទាត់ការថ្លឹងទម្ងន់ពាក់ព័ន្ធនឹងការថ្លឹងផលិតផលទម្រង់អាលុយមីញ៉ូម រួមទាំងសម្ភារវេចខ្ចប់ និងការគណនាការទូទាត់ដោយផ្អែកលើទម្ងន់ជាក់ស្តែងគុណនឹងតម្លៃក្នុងមួយតោន។ ការដោះស្រាយតាមទ្រឹស្តីត្រូវបានគណនាដោយគុណទម្ងន់ទ្រឹស្តីនៃទម្រង់ដោយតម្លៃក្នុងមួយតោន។
កំឡុងពេលទូទាត់ថ្លឹង វាមានភាពខុសគ្នារវាងទម្ងន់ថ្លឹងពិតប្រាកដ និងទម្ងន់ដែលបានគណនាតាមទ្រឹស្តី។ មានហេតុផលជាច្រើនសម្រាប់ភាពខុសគ្នានេះ។ អត្ថបទនេះវិភាគជាចម្បងលើភាពខុសគ្នានៃទម្ងន់ដែលបណ្តាលមកពីកត្តាបី៖ ភាពខុសគ្នានៃកម្រាស់សម្ភារៈមូលដ្ឋាននៃទម្រង់អាលុយមីញ៉ូម ភាពខុសគ្នានៃស្រទាប់ព្យាបាលលើផ្ទៃ និងការប្រែប្រួលនៃសម្ភារៈវេចខ្ចប់។ អត្ថបទនេះពិភាក្សាអំពីរបៀបគ្រប់គ្រងកត្តាទាំងនេះ ដើម្បីកាត់បន្ថយគម្លាត។
1. ភាពខុសគ្នានៃទម្ងន់ដែលបណ្តាលមកពីការប្រែប្រួលនៃកម្រាស់សម្ភារៈមូលដ្ឋាន
មានភាពខុសគ្នារវាងកម្រាស់ពិត និងកម្រាស់ទ្រឹស្ដីនៃទម្រង់ ដែលបណ្តាលឱ្យមានភាពខុសគ្នារវាងទម្ងន់ថ្លឹង និងទម្ងន់ទ្រឹស្តី។
1.1 ការគណនាទម្ងន់ដោយផ្អែកលើភាពខុសគ្នានៃកម្រាស់
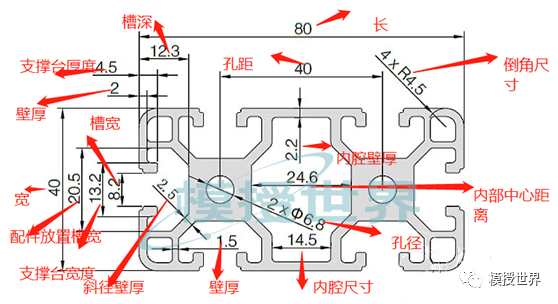
យោងតាមស្ដង់ដារចិន GB/T5237.1 សម្រាប់ទម្រង់ដែលមានរង្វង់ខាងក្រៅមិនលើសពី 100mm និងកម្រាស់បន្ទាប់បន្សំតិចជាង 3.0mm គម្លាតភាពជាក់លាក់ខ្ពស់គឺ ±0.13mm។ យកទម្រង់ស៊ុមបង្អួចដែលមានកម្រាស់ 1.4mm ជាឧទាហរណ៍ ទម្ងន់ទ្រឹស្តីក្នុងមួយម៉ែត្រគឺ 1.038kg/m ។ ជាមួយនឹងគម្លាតវិជ្ជមាន 0.13mm ទម្ងន់ក្នុងមួយម៉ែត្រគឺ 1.093kg/m ភាពខុសគ្នា 0.055kg/m ។ ជាមួយនឹងគម្លាតអវិជ្ជមាន 0.13mm ទម្ងន់ក្នុងមួយម៉ែត្រគឺ 0.982kg/m ភាពខុសគ្នា 0.056kg/m ។ ការគណនាសម្រាប់ 963 ម៉ែត្រមានភាពខុសគ្នា 53 គីឡូក្រាមក្នុងមួយតោនសូមមើលរូបភាពទី 1 ។
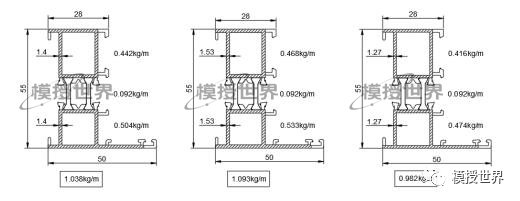
គួរកត់សំគាល់ថា រូបភាពនេះគិតតែពីភាពខុសគ្នានៃកម្រាស់នៃផ្នែកកម្រាស់បន្ទាប់បន្សំ 1.4mm ប៉ុណ្ណោះ។ ប្រសិនបើភាពខុសប្លែកគ្នានៃកម្រាស់ទាំងអស់ត្រូវបានយកមកពិចារណា ភាពខុសគ្នារវាងទម្ងន់ថ្លឹង និងទម្ងន់ទ្រឹស្តីនឹងមាន 0.13/1.4*1000=93kg ។ អត្ថិភាពនៃភាពខុសប្លែកគ្នានៅក្នុងកម្រាស់សម្ភារៈមូលដ្ឋាននៃទម្រង់អាលុយមីញ៉ូមកំណត់ភាពខុសគ្នារវាងទម្ងន់ថ្លឹង និងទម្ងន់ទ្រឹស្តី។ កម្រាស់ជាក់ស្តែងកាន់តែជិតទៅនឹងកម្រាស់ទ្រឹស្ដី នោះទម្ងន់ដែលនៅជិតនឹងទម្ងន់ទ្រឹស្តី។ ក្នុងអំឡុងពេលនៃការផលិតទម្រង់អាលុយមីញ៉ូមកម្រាស់កើនឡើងបន្តិចម្តង ៗ ។ ម៉្យាងទៀត ទម្ងន់ថ្លឹងនៃផលិតផលដែលផលិតដោយសំណុំផ្សិតដូចគ្នា ចាប់ផ្តើមស្រាលជាងទម្ងន់ទ្រឹស្ដី បន្ទាប់មកក្លាយជាដូចគ្នា ហើយក្រោយមកក៏ធ្ងន់ជាងទម្ងន់ទ្រឹស្តី។
1.2 វិធីសាស្រ្តគ្រប់គ្រងគម្លាត
គុណភាពនៃទម្រង់អាលុយមីញ៉ូម គឺជាកត្តាមូលដ្ឋានក្នុងការគ្រប់គ្រងទម្ងន់ក្នុងមួយម៉ែត្រនៃទម្រង់។ ជាដំបូង ចាំបាច់ត្រូវត្រួតពិនិត្យយ៉ាងតឹងរ៉ឹងនូវខ្សែក្រវាត់ការងារ និងទំហំដំណើរការនៃផ្សិត ដើម្បីធានាថា កម្រាស់នៃទិន្នផលត្រូវនឹងតម្រូវការ ដោយភាពជាក់លាក់ត្រូវបានគ្រប់គ្រងក្នុងចន្លោះ 0.05mm។ ទីពីរ ដំណើរការផលិតត្រូវគ្រប់គ្រងដោយការគ្រប់គ្រងល្បឿននៃការបញ្ចោញឱ្យបានត្រឹមត្រូវ និងថែទាំបន្ទាប់ពីចំនួនជាក់លាក់នៃផ្សិតឆ្លងកាត់ ដូចដែលបានកំណត់។ លើសពីនេះទៀតផ្សិតអាចឆ្លងកាត់ការព្យាបាលដោយ nitriding ដើម្បីបង្កើនភាពរឹងនៃខ្សែក្រវ៉ាត់ការងារនិងបន្ថយល្បឿននៃការកើនឡើងនៃកម្រាស់។
2.Theoretical Weight សម្រាប់តម្រូវការកម្រាស់ជញ្ជាំងខុសៗគ្នា
កម្រាស់ជញ្ជាំងនៃទម្រង់អាលុយមីញ៉ូមមានភាពអត់ធ្មត់ ហើយអតិថិជនផ្សេងគ្នាមានតម្រូវការខុសៗគ្នាសម្រាប់កម្រាស់ជញ្ជាំងរបស់ផលិតផល។ នៅក្រោមតម្រូវការភាពធន់នឹងកម្រាស់ជញ្ជាំង ទម្ងន់ទ្រឹស្តីប្រែប្រួល។ ជាទូទៅ វាតម្រូវឱ្យមានតែគម្លាតវិជ្ជមាន ឬគម្លាតអវិជ្ជមានប៉ុណ្ណោះ។
2.1 ទ្រឹស្ដីទម្ងន់សម្រាប់គម្លាតវិជ្ជមាន
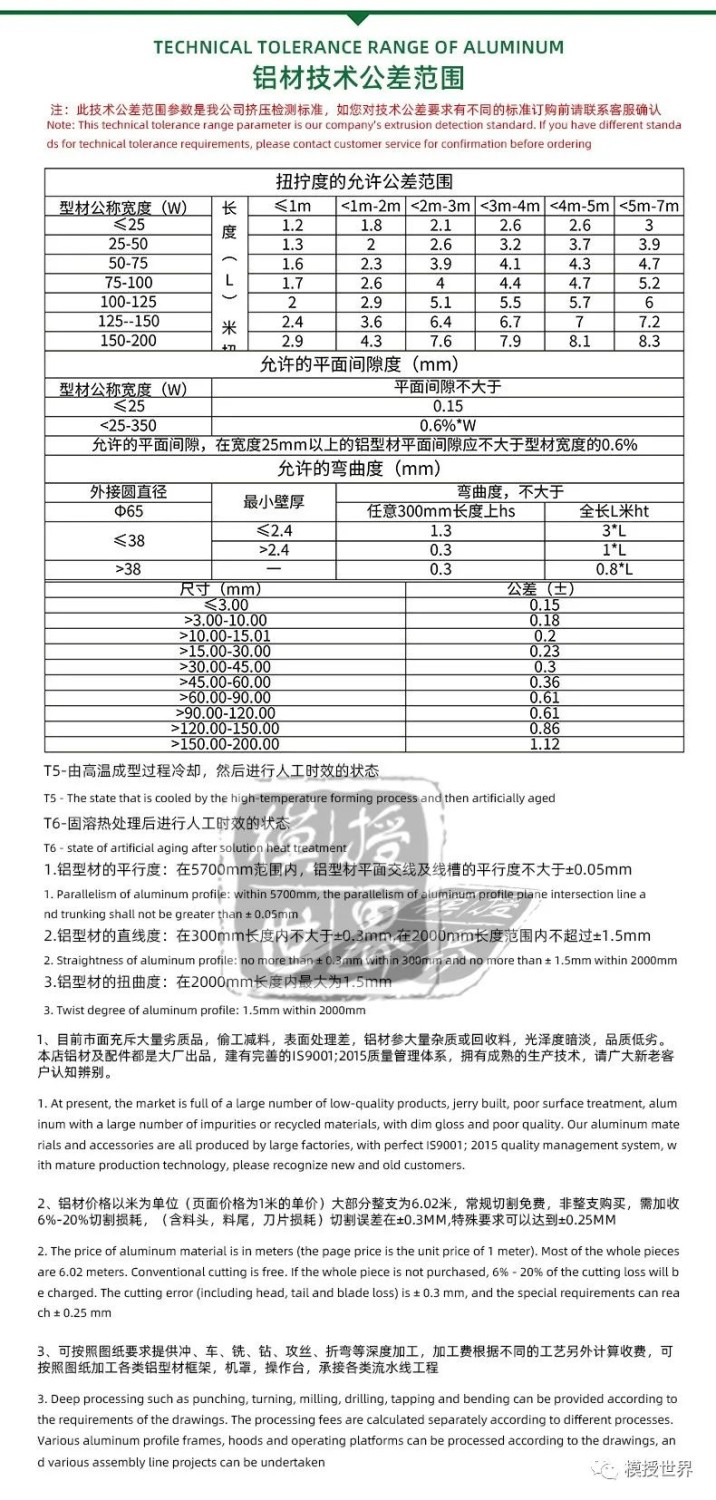
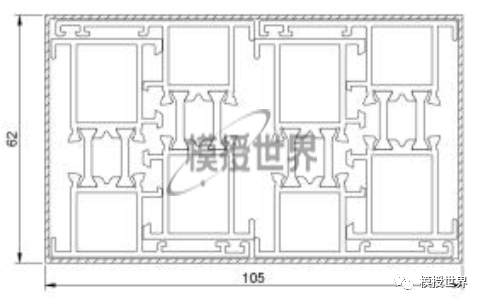
សម្រាប់ទម្រង់អាលុយមីញ៉ូមដែលមានគម្លាតវិជ្ជមាននៅក្នុងកម្រាស់ជញ្ជាំង ផ្ទៃផ្ទុកបន្ទុកសំខាន់របស់សម្ភារៈមូលដ្ឋានតម្រូវឱ្យកម្រាស់ជញ្ជាំងដែលបានវាស់មិនតិចជាង 1.4mm ឬ 2.0mm។ វិធីសាស្រ្តគណនាទម្ងន់ទ្រឹស្ដីជាមួយនឹងការអត់ធ្មត់ជាវិជ្ជមានគឺត្រូវគូរដ្យាក្រាមគម្លាតដែលមានកម្រាស់ជញ្ជាំងនៅចំកណ្តាល ហើយគណនាទម្ងន់ក្នុងមួយម៉ែត្រ។ ឧទាហរណ៍ សម្រាប់ទម្រង់ដែលមានកំរាស់ជញ្ជាំង 1.4 មីលីម៉ែត្រ និងការអត់ធ្មត់ជាវិជ្ជមាន 0.26 មីលីម៉ែត្រ (ភាពអត់ធ្មត់អវិជ្ជមាន 0 មម) កម្រាស់ជញ្ជាំងនៅគម្លាតកណ្តាលគឺ 1.53 មីលីម៉ែត្រ។ ទំងន់ក្នុងមួយម៉ែត្រសម្រាប់ទម្រង់នេះគឺ 1.251 គីឡូក្រាមក្នុងមួយម៉ែត។ ទ្រឹស្ដីទ្រឹស្ដីសម្រាប់គោលបំណងថ្លឹងគួរតែត្រូវបានគណនាដោយផ្អែកលើ 1.251 គីឡូក្រាមក្នុងមួយម៉ែត។ នៅពេលដែលកំរាស់ជញ្ជាំងរបស់ទម្រង់គឺ -0mm ទំងន់ក្នុងមួយម៉ែត្រគឺ 1.192kg/m ហើយនៅពេលដែលវានៅ +0.26mm ទំងន់ក្នុងមួយម៉ែត្រគឺ 1.309kg/m សូមមើលរូបភាពទី 2។
ដោយផ្អែកលើកម្រាស់ជញ្ជាំង 1.53mm ប្រសិនបើផ្នែក 1.4mm ត្រូវបានកើនឡើងដល់គម្លាតអតិបរមា (គម្លាត Z-max) ភាពខុសគ្នានៃទម្ងន់រវាងគម្លាតវិជ្ជមាន Z-max និងកម្រាស់ជញ្ជាំងកណ្តាលគឺ (1.309 - 1.251) * 1000 = 58 គីឡូក្រាម។ ប្រសិនបើកម្រាស់ជញ្ជាំងទាំងអស់ស្ថិតនៅគម្លាត Z-max (ដែលមិនទំនងខ្លាំង) ភាពខុសគ្នានៃទម្ងន់នឹងមាន 0.13/1.53 * 1000 = 85 គីឡូក្រាម។
2.2 ទ្រឹស្ដីទម្ងន់សម្រាប់គម្លាតអវិជ្ជមាន
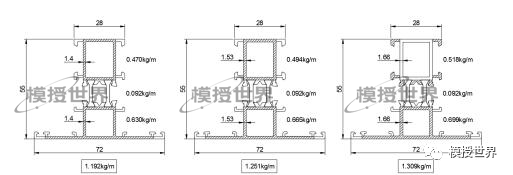
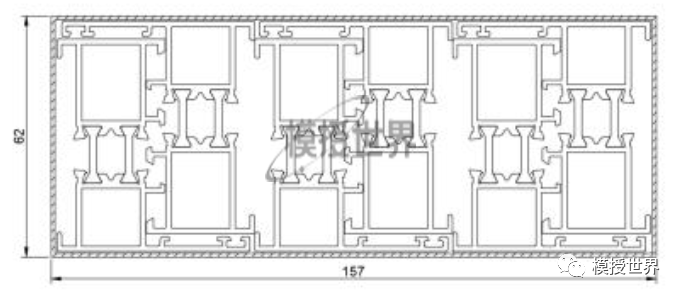
សម្រាប់ទម្រង់អាលុយមីញ៉ូមកម្រាស់ជញ្ជាំងមិនគួរលើសពីតម្លៃដែលបានបញ្ជាក់ដែលមានន័យថាការអត់ធ្មត់អវិជ្ជមានក្នុងកម្រាស់ជញ្ជាំង។ ទំងន់ទ្រឹស្តីក្នុងករណីនេះគួរតែត្រូវបានគណនាជាពាក់កណ្តាលនៃគម្លាតអវិជ្ជមាន។ ឧទាហរណ៍សម្រាប់ទម្រង់ដែលមានកំរាស់ជញ្ជាំង 1.4 មីលីម៉ែត្រ និងការអត់ធ្មត់អវិជ្ជមាន 0.26 មីលីម៉ែត្រ (ភាពអត់ធ្មត់ជាវិជ្ជមាន 0 មីលីម៉ែត្រ) ទម្ងន់ទ្រឹស្តីត្រូវបានគណនាដោយផ្អែកលើពាក់កណ្តាលនៃការអត់ធ្មត់ (-0.13 ម.ម) សូមមើលរូបភាពទី 3 ។
ជាមួយនឹងកំរាស់ជញ្ជាំង 1.4mm ទម្ងន់ក្នុងមួយម៉ែត្រគឺ 1.192kg/m ខណៈកំរាស់ជញ្ជាំង 1.27mm ទំងន់ក្នុងមួយម៉ែត្រគឺ 1.131kg/m ។ ភាពខុសគ្នារវាងទាំងពីរគឺ 0.061 គីឡូក្រាមក្នុងមួយម៉ែត។ ប្រសិនបើប្រវែងនៃផលិតផលត្រូវបានគណនាជា 1 តោន (838 ម៉ែត្រ) ភាពខុសគ្នានៃទម្ងន់នឹងមាន 0.061 * 838 = 51 គីឡូក្រាម។
2.3 វិធីសាស្រ្តគណនាទម្ងន់ជាមួយនឹងកម្រាស់ជញ្ជាំងខុសៗគ្នា
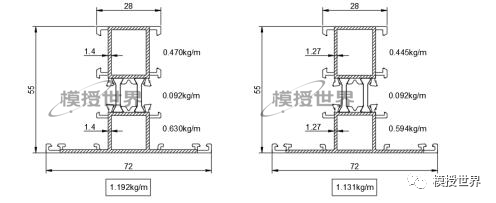
ពីដ្យាក្រាមខាងលើ វាអាចត្រូវបានគេមើលឃើញថា អត្ថបទនេះប្រើការបង្កើន ឬកាត់បន្ថយកម្រាស់ជញ្ជាំងបន្ទាប់បន្សំ នៅពេលគណនាកម្រាស់ជញ្ជាំងផ្សេងៗគ្នា ជាជាងអនុវត្តវាទៅគ្រប់ផ្នែកទាំងអស់។ តំបន់ដែលពោរពេញទៅដោយបន្ទាត់អង្កត់ទ្រូងនៅក្នុងដ្យាក្រាមតំណាងឱ្យកម្រាស់ជញ្ជាំងបន្ទាប់បន្សំនៃ 1.4mm ខណៈពេលដែលតំបន់ផ្សេងទៀតត្រូវគ្នាទៅនឹងកម្រាស់ជញ្ជាំងនៃរន្ធដោតមុខងារនិងព្រុយដែលខុសគ្នាពីកម្រាស់ជញ្ជាំងបន្ទាប់បន្សំយោងទៅតាមស្តង់ដារ GB / T8478 ។ ដូច្នេះនៅពេលកែតម្រូវកម្រាស់ជញ្ជាំង ការផ្តោតសំខាន់គឺទៅលើកម្រាស់ជញ្ជាំងបន្ទាប់បន្សំ។
ដោយផ្អែកលើបំរែបំរួលនៃកំរាស់ជញ្ជាំងរបស់ផ្សិតកំឡុងពេលដកចេញសម្ភារៈ គេសង្កេតឃើញថាកម្រាស់ជញ្ជាំងទាំងអស់នៃផ្សិតដែលទើបបង្កើតថ្មីមានគម្លាតអវិជ្ជមាន។ ដូច្នេះការពិចារណាតែការផ្លាស់ប្តូរនៃកម្រាស់ជញ្ជាំងបន្ទាប់បន្សំផ្តល់នូវការប្រៀបធៀបបែបអភិរក្សបន្ថែមទៀតរវាងទម្ងន់ថ្លឹង និងទម្ងន់ទ្រឹស្តី។ កម្រាស់ជញ្ជាំងនៅក្នុងតំបន់ដែលមិនមែនជានាមករណ៍មានការផ្លាស់ប្តូរ ហើយអាចត្រូវបានគណនាដោយផ្អែកលើកម្រាស់ជញ្ជាំងសមាមាត្រក្នុងចន្លោះគម្លាតដែនកំណត់។
ឧទាហរណ៍ សម្រាប់ផលិតផលបង្អួច និងទ្វារដែលមានកំរាស់ជញ្ជាំងបន្ទាប់បន្សំ 1.4mm ទម្ងន់ក្នុងមួយម៉ែត្រគឺ 1.192kg/m ។ ដើម្បីគណនាទម្ងន់ក្នុងមួយម៉ែត្រសម្រាប់កំរាស់ជញ្ជាំង 1.53mm វិធីសាស្រ្តគណនាសមាមាត្រត្រូវបានអនុវត្ត: 1.192/1.4 * 1.53 ជាលទ្ធផលទម្ងន់ក្នុងមួយម៉ែត្រ 1.303kg/m ។ ដូចគ្នានេះដែរសម្រាប់កម្រាស់ជញ្ជាំង 1.27 មីលីម៉ែត្រទម្ងន់ក្នុងមួយម៉ែត្រត្រូវបានគណនាជា 1.192/1.4 * 1.27 ដែលបណ្តាលឱ្យមានទម្ងន់ក្នុងមួយម៉ែត្រ 1.081 គីឡូក្រាមក្នុងមួយម៉ែត។ វិធីសាស្រ្តដូចគ្នាអាចត្រូវបានអនុវត្តទៅកម្រាស់ជញ្ជាំងផ្សេងទៀត។
ដោយផ្អែកលើសេណារីយ៉ូនៃកម្រាស់ជញ្ជាំង 1.4 មីលីម៉ែត្រ នៅពេលដែលកម្រាស់ជញ្ជាំងទាំងអស់ត្រូវបានកែតម្រូវ ភាពខុសគ្នានៃទម្ងន់រវាងទម្ងន់ទ្រនិច និងទម្ងន់ទ្រឹស្ដីគឺប្រហែល 7% ទៅ 9% ។ ឧទាហរណ៍ ដូចបង្ហាញក្នុងដ្យាក្រាមខាងក្រោម៖
3. ភាពខុសគ្នានៃទម្ងន់បណ្តាលមកពីភាពក្រាស់នៃស្រទាប់ព្យាបាលលើផ្ទៃ
ទម្រង់អាលុយមីញ៉ូមដែលប្រើក្នុងការសាងសង់ត្រូវបានព្យាបាលជាទូទៅដោយអុកស៊ីតកម្ម electrophoresis ថ្នាំកូតបាញ់ fluorocarbon និងវិធីសាស្រ្តផ្សេងទៀត។ ការបន្ថែមស្រទាប់ព្យាបាលបង្កើនទម្ងន់នៃទម្រង់។
3.1 ការកើនឡើងទម្ងន់នៅក្នុងទម្រង់អុកស៊ីតកម្ម និងអេឡិចត្រូផូរ៉េស
បន្ទាប់ពីការព្យាបាលលើផ្ទៃនៃការកត់សុី និង electrophoresis ស្រទាប់នៃខ្សែភាពយន្តអុកស៊ីតកម្ម និងខ្សែភាពយន្តសមាសធាតុ (ខ្សែភាពយន្តអុកស៊ីតកម្ម និងខ្សែភាពយន្តថ្នាំលាប electrophoretic) ត្រូវបានបង្កើតឡើងដែលមានកម្រាស់ពី 10μm ទៅ 25μm។ ខ្សែភាពយន្តព្យាបាលលើផ្ទៃបន្ថែមទម្ងន់ ប៉ុន្តែទម្រង់អាលុយមីញ៉ូមបាត់បង់ទំងន់ខ្លះក្នុងអំឡុងពេលដំណើរការព្យាបាលមុន។ ការកើនឡើងទម្ងន់គឺមិនសំខាន់ទេដូច្នេះការផ្លាស់ប្តូរទម្ងន់បន្ទាប់ពីការកត់សុីនិងការព្យាបាលដោយ electrophoresis ជាទូទៅមានការធ្វេសប្រហែស។ ក្រុមហ៊ុនផលិតអាលុយមីញ៉ូមភាគច្រើនដំណើរការទម្រង់ដោយមិនបន្ថែមទម្ងន់។
3.2 ការឡើងទម្ងន់ក្នុងទម្រង់ស្រ្ពាយបាញ់
ទម្រង់ស្រោបស្រោបមានស្រទាប់ម្សៅលើផ្ទៃដែលមានកម្រាស់មិនតិចជាង 40μm។ ទំងន់នៃថ្នាំកូតម្សៅប្រែប្រួលតាមកម្រាស់។ ស្តង់ដារជាតិណែនាំពីកម្រាស់ 60μm ទៅ 120μm។ ប្រភេទផ្សេងគ្នានៃថ្នាំកូតម្សៅមានទម្ងន់ខុសៗគ្នាសម្រាប់កម្រាស់ខ្សែភាពយន្តដូចគ្នា។ សម្រាប់ផលិតផលដែលផលិតយ៉ាងច្រើនដូចជា ស៊ុមបង្អួច កញ្ចក់បង្អួច និងកញ្ចក់បង្អួច កម្រាស់ខ្សែភាពយន្តតែមួយត្រូវបានបាញ់លើបរិវេណ ហើយទិន្នន័យប្រវែងគ្រឿងកុំព្យូទ័រអាចមើលឃើញនៅក្នុងរូបភាពទី 4 ។ ទម្ងន់កើនឡើងបន្ទាប់ពីការបាញ់ថ្នាំនៃទម្រង់អាចរកឃើញក្នុងតារាងទី 1 ។
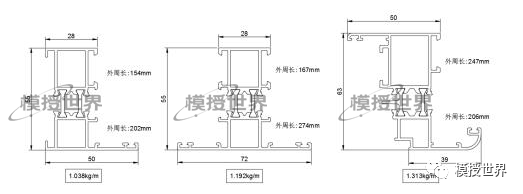
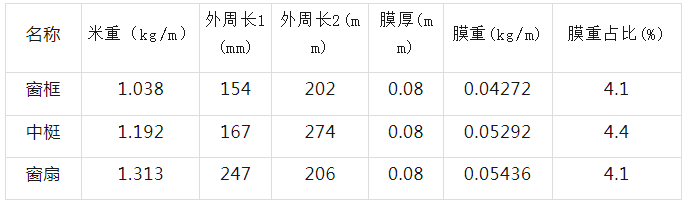
យោងតាមទិន្នន័យក្នុងតារាង ទម្ងន់កើនឡើងបន្ទាប់ពីការបាញ់ថ្នាំនៃទម្រង់ទ្វារ និងបង្អួចមានប្រហែល 4% ទៅ 5% ។ សម្រាប់ទម្រង់មួយតោនគឺប្រហែល 40 គីឡូក្រាមទៅ 50 គីឡូក្រាម។
3.3 ការឡើងទម្ងន់នៃទម្រង់ថ្នាំលាប fluorocarbon ថ្នាំលាបបាញ់
កម្រាស់ជាមធ្យមនៃថ្នាំកូតនៅលើទម្រង់ដែលស្រោបដោយថ្នាំលាប fluorocarbon គឺមិនតិចជាង 30μm សម្រាប់ថ្នាំកូតពីរ 40μm សម្រាប់ថ្នាំកូតបី និង 65μm សម្រាប់ថ្នាំកូតចំនួនបួន។ ភាគច្រើននៃផលិតផលបាញ់ថ្នាំ fluorocarbon ប្រើថ្នាំកូតពីរឬបី។ ដោយសារតែភាពខុសគ្នានៃថ្នាំលាប fluorocarbon ដង់ស៊ីតេបន្ទាប់ពីការព្យាបាលក៏ប្រែប្រួលផងដែរ។ យកថ្នាំលាប fluorocarbon ធម្មតាជាឧទាហរណ៍ ការកើនឡើងទម្ងន់អាចមើលឃើញក្នុងតារាងទី 2 ខាងក្រោម។
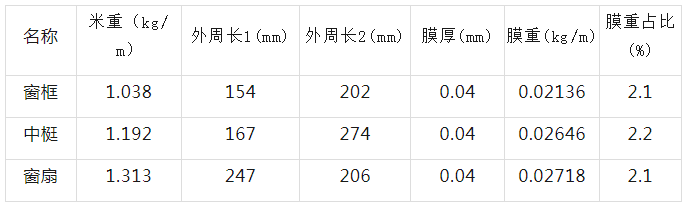
យោងតាមទិន្នន័យក្នុងតារាង ទម្ងន់កើនឡើងបន្ទាប់ពីការបាញ់ថ្នាំនៃទម្រង់ទ្វារ និងបង្អួចជាមួយនឹងថ្នាំលាប fluorocarbon មានប្រហែល 2.0% ទៅ 3.0% ។ សម្រាប់ទម្រង់មួយតោនគឺប្រហែល 20 គីឡូក្រាមទៅ 30 គីឡូក្រាម។
3.4 ការគ្រប់គ្រងភាពក្រាស់នៃស្រទាប់ព្យាបាលលើផ្ទៃក្នុងម្សៅ និងផលិតផលលាបថ្នាំ fluorocarbon
ការគ្រប់គ្រងស្រទាប់ស្រោបនៅក្នុងម្សៅ និងផលិតផលដែលស្រោបដោយថ្នាំលាប fluorocarbon គឺជាចំណុចត្រួតពិនិត្យដំណើរការសំខាន់ក្នុងផលិតកម្ម ដែលភាគច្រើនគ្រប់គ្រងស្ថេរភាព និងឯកសណ្ឋាននៃម្សៅ ឬថ្នាំបាញ់ពីកាំភ្លើងបាញ់ ដោយធានាបាននូវកម្រាស់ឯកសណ្ឋាននៃខ្សែភាពយន្តថ្នាំលាប។ នៅក្នុងការផលិតជាក់ស្តែង កម្រាស់នៃស្រទាប់ថ្នាំកូតច្រើនពេកគឺជាហេតុផលមួយក្នុងចំណោមហេតុផលសម្រាប់ថ្នាំកូតបាញ់បន្ទាប់បន្សំ។ ទោះបីជាផ្ទៃត្រូវបានប៉ូលាក៏ដោយ ស្រទាប់ស្រោបបាញ់អាចនៅតែក្រាស់ខ្លាំង។ អ្នកផលិតត្រូវពង្រឹងការគ្រប់គ្រងដំណើរការបាញ់ថ្នាំ និងធានាបាននូវកម្រាស់នៃថ្នាំកូតបាញ់។
4. ភាពខុសគ្នានៃទម្ងន់បណ្តាលមកពីវិធីសាស្រ្តវេចខ្ចប់
ទម្រង់អាលុយមីញ៉ូ ជាធម្មតាត្រូវបានខ្ចប់ដោយក្រដាស ឬរុំខ្សែភាពយន្តរួញ ហើយទម្ងន់នៃសម្ភារៈវេចខ្ចប់ប្រែប្រួលអាស្រ័យលើវិធីសាស្ត្រវេចខ្ចប់។
4.1 ការឡើងទម្ងន់ក្នុងការរុំក្រដាស
កិច្ចសន្យាជាធម្មតាកំណត់ទម្ងន់សម្រាប់ការវេចខ្ចប់ក្រដាស ជាទូទៅមិនលើសពី 6% ។ ម៉្យាងទៀតទម្ងន់ក្រដាសក្នុងមួយតោននៃទម្រង់មិនគួរលើសពី 60 គីឡូក្រាមទេ។
4.2 ទម្ងន់កើនឡើងនៅក្នុងការរុំខ្សែភាពយន្តរួញ
ការកើនឡើងទម្ងន់ដោយសារតែការវេចខ្ចប់ខ្សែភាពយន្តរួញគឺជាទូទៅប្រហែល 4% ។ ទំងន់នៃខ្សែភាពយន្តបង្រួមក្នុងទម្រង់មួយតោនមិនគួរលើសពី 40 គីឡូក្រាម។
4.3 ឥទ្ធិពលនៃរចនាប័ទ្មវេចខ្ចប់លើទម្ងន់
គោលការណ៍នៃការវេចខ្ចប់ទម្រង់គឺដើម្បីការពារទម្រង់ និងសម្រួលដល់ការដោះស្រាយ។ ទំងន់នៃកញ្ចប់មួយនៃទម្រង់គួរតែមានប្រហែល 15 គីឡូក្រាមទៅ 25 គីឡូក្រាម។ ចំនួនទម្រង់ក្នុងមួយកញ្ចប់ប៉ះពាល់ដល់ភាគរយទម្ងន់នៃការវេចខ្ចប់។ ឧទាហរណ៍ នៅពេលដែលទម្រង់ស៊ុមបង្អួចត្រូវបានខ្ចប់ជាឈុត 4 ដុំ ដែលមានប្រវែង 6 ម៉ែត្រ ទម្ងន់គឺ 25 គីឡូក្រាម ហើយក្រដាសវេចខ្ចប់មានទម្ងន់ 1.5 គីឡូក្រាម ស្មើនឹង 6% យោងទៅលើរូបភាពទី 5 ។ ពេលវេចខ្ចប់ជាឈុត 6 ដុំ ទម្ងន់គឺ 37 គីឡូក្រាម ហើយក្រដាសវេចខ្ចប់មានទម្ងន់ 2 គីឡូក្រាម ស្មើនឹង 5% ។
ពីតួលេខខាងលើ វាអាចត្រូវបានគេមើលឃើញថា ទម្រង់កាន់តែច្រើននៅក្នុងកញ្ចប់មួយ ទម្ងន់ភាគរយនៃសម្ភារៈវេចខ្ចប់កាន់តែតូច។ នៅក្រោមចំនួនទម្រង់ដូចគ្នាក្នុងមួយកញ្ចប់ ទម្ងន់នៃទម្រង់កាន់តែខ្ពស់ ទម្ងន់ភាគរយនៃសម្ភារៈវេចខ្ចប់កាន់តែតូច។ ក្រុមហ៊ុនផលិតអាចគ្រប់គ្រងចំនួនទម្រង់ក្នុងមួយកញ្ចប់ និងបរិមាណសម្ភារវេចខ្ចប់ ដើម្បីបំពេញតាមតម្រូវការទម្ងន់ដែលបានបញ្ជាក់នៅក្នុងកិច្ចសន្យា។

សេចក្តីសន្និដ្ឋាន
ផ្អែកលើការវិភាគខាងលើ មានគម្លាតរវាងទម្ងន់ជាក់ស្តែងនៃទម្រង់ និងទម្ងន់ទ្រឹស្តី។ គម្លាតនៅក្នុងកម្រាស់ជញ្ជាំងគឺជាហេតុផលចម្បងសម្រាប់គម្លាតទម្ងន់។ ទម្ងន់នៃស្រទាប់ព្យាបាលលើផ្ទៃអាចគ្រប់គ្រងបានយ៉ាងងាយស្រួល ហើយទម្ងន់នៃសម្ភារៈវេចខ្ចប់អាចគ្រប់គ្រងបាន។ ភាពខុសគ្នានៃទម្ងន់ក្នុងរង្វង់ 7% រវាងទម្ងន់ថ្លឹង និងទម្ងន់ដែលបានគណនាត្រូវនឹងតម្រូវការស្តង់ដារ ហើយភាពខុសគ្នាក្នុងរង្វង់ 5% គឺជាគោលដៅរបស់អ្នកផលិត។
កែសម្រួលដោយ May Jiang ពី MAT អាលុយមីញ៉ូម
ពេលវេលាប្រកាស៖ ថ្ងៃទី ៣០ ខែកញ្ញា ឆ្នាំ ២០២៣



